
ゴムチューブ他のチューブと大きく異なるのは、ゴムが含まれているためです。ゴムはエラストマーであり、高い強度と耐久性を持ち、永久的な損傷を受けることなく伸縮および変形することができます。これは主に、その柔軟性、耐引裂性、弾力性、熱安定性によるものです。
ゴムチューブは 2 つのプロセスのいずれかを使用して製造されます。 1 つ目の方法はマンドレルを使用する方法で、ゴムストリップをパイプに巻き付けて加熱します。 2 番目のプロセスは押出成形で、ゴムをダイに押し込みます。
どうやってゴムチューブメイドですか?
マンドレルプロセス
ゴムロール
マンドレルプロセスを使用してゴムチューブを製造するために使用されるゴムは、ゴムストリップのロールで生産のために納品されます。チューブの壁の厚さはシートの厚さによって決まります。チューブの色はロールの色によって決まります。色は必須ではありませんが、ゴムチューブの分類と最終用途を決定する方法として使用されます。

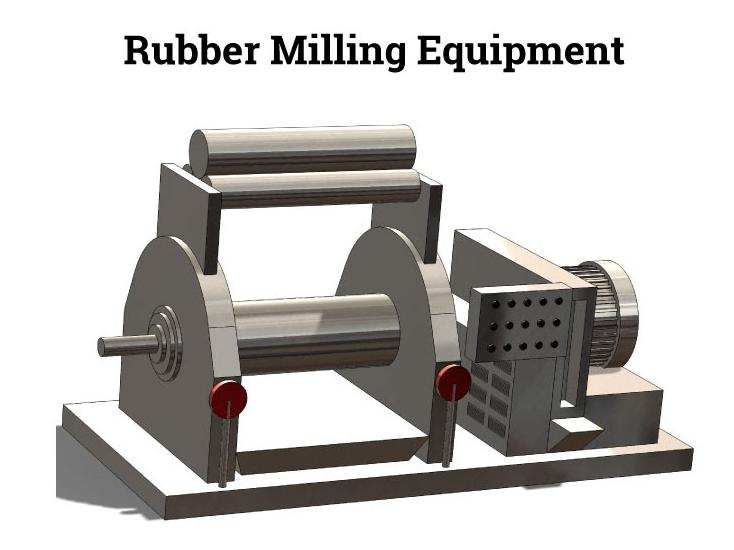
フライス加工
製造プロセスでゴムを柔軟にするために、ゴムストリップを加熱するミルに通してゴムを柔らかくし、滑らかにし、均一な質感を確保します。
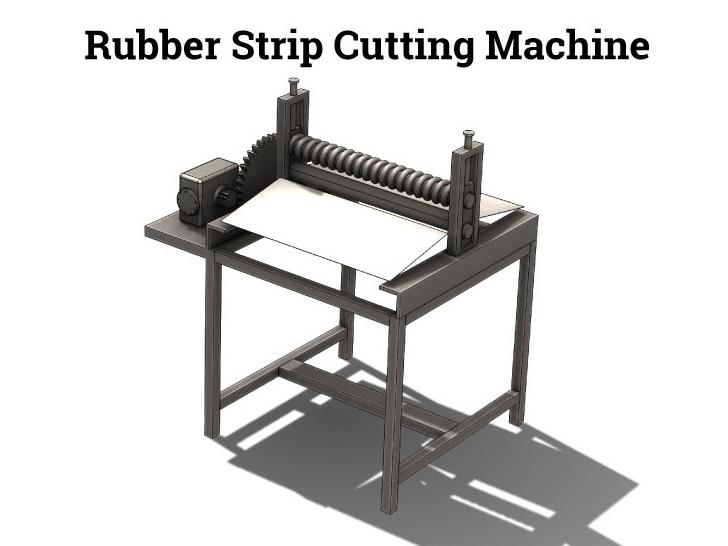
切断
柔らかくて柔軟なゴムは切断機に移され、作成するゴムチューブのサイズの幅と厚さに合わせて同じ幅のストリップに切断されます。
マンドレル
切断で作成されたストリップはマンドレルに送られます。ストリップをマンドレルに巻き付ける前に、マンドレルに潤滑剤を塗布する。マンドレルの直径はゴムチューブの内径と同じ寸法です。マンドレルが回転すると、ゴムストリップが均等かつ規則的なペースでマンドレルに巻き付けられます。

ゴムチューブの所望の厚さに達するまで、巻き付けプロセスを繰り返すことができます。
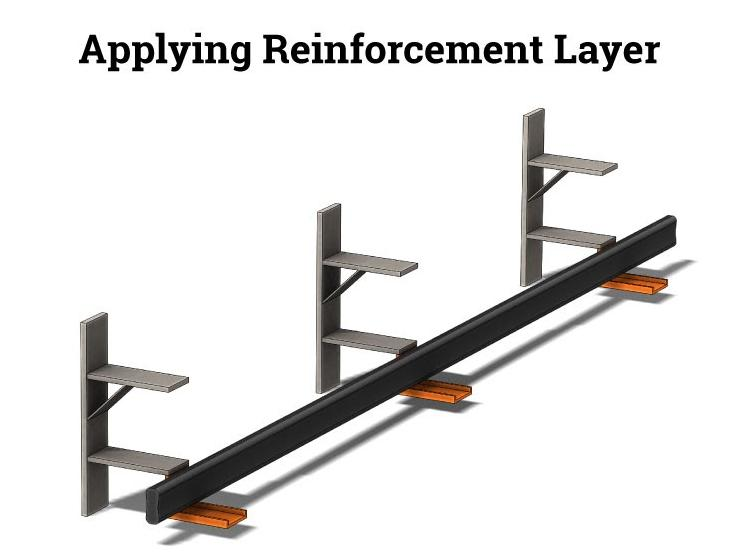
強化層
チューブが正確な厚さに達した後、ゴムコーティングされた高強度合成材料で作られた補強層が追加されます。層の選択は、ゴムチューブが耐えられる圧力の大きさによって決まります。場合によっては、強度を高めるために、補強層にワイヤーが追加されることがあります。
最終層
ゴム剥離の最後の層は外側のカバーです。

テーピング
ゴムストリップのさまざまな層をすべて貼り付けたら、完成したチューブの全長を湿ったナイロンテープで包みます。テープは収縮し、材料を圧縮します。テープを巻くことにより、チューブの外径 (OD) にテクスチャー仕上げが施され、チューブが使用される用途にとって資産および利点となります。
加硫
マンドレル上のチューブは、ゴムを硬化させて弾性を与える加硫プロセスのためにオートクレーブに入れられます。加硫が完了したら、収縮したナイロンテープを剥がします。

マンドレルからの取り外し
チューブの一端は圧力を発生させるためにしっかりと密閉されています。ゴムチューブをマンドレルから分離するために、水をポンプで送り込むための穴がチューブに開けられます。ゴムチューブはマンドレルから簡単に滑り落ち、端がトリミングされ、必要な長さに切断されます。
押出法
押出プロセスでは、ディスク状のダイにゴムを押し込みます。押出成形法で作られたゴムチューブは、柔らかい未加硫ゴム配合物を使用しています。この方法で製造された部品は柔らかく、柔軟性があり、押出プロセスの後に加硫されます。
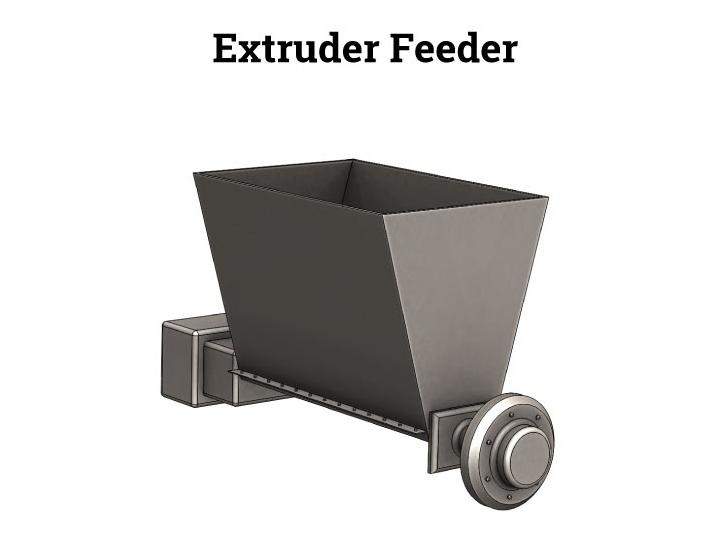
餌やり
押出プロセスは、ゴム配合物を押出機に供給することから始まります。
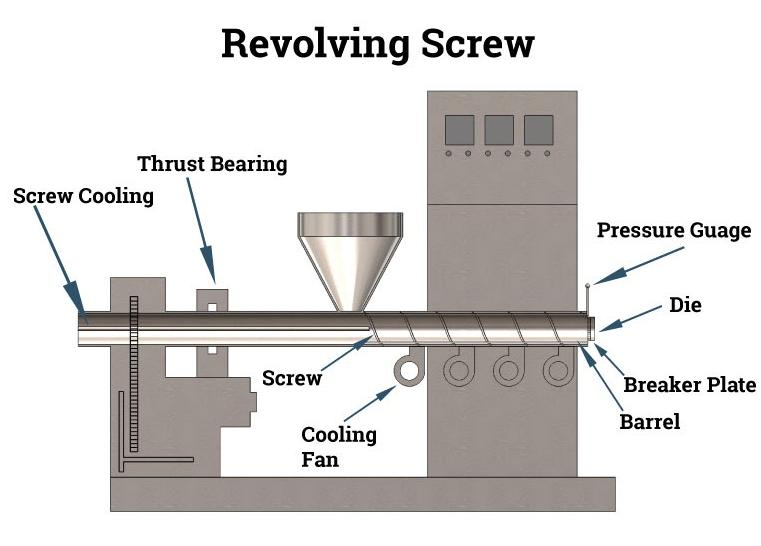
回転ネジ
ゴムコンパウンドはゆっくりとフィーダーから出て、スクリューに供給され、ダイに向かって移動します。
ゴムチューブダイス
生のゴム材料がスクリューに沿って移動すると、チューブの直径と厚さに正確に比例してダイに押し込まれます。ゴムがダイに近づくと温度と圧力が上昇し、コンパウンドの種類と硬度に応じて押出機の材料が膨張します。

加硫
押出成形プロセスで使用されるゴムは未加硫であるため、押出機を通過した後、何らかの形で加硫を受ける必要があります。硫黄による処理が元の加硫方法でしたが、現代の製造によって、マイクロウェア処理、塩浴、またはその他のさまざまな形式の加熱など、他のタイプも開発されました。完成品を縮めて固める工程が必要です。
加硫または硬化のプロセスは、以下の図で見ることができます。
投稿日時: 2022 年 8 月 25 日